-
關(guān)鍵詞:
利華K150型圓頭鎖眼機
-
資料類(lèi)型:
-
上傳時(shí)間:
2011-09-07
-
上傳人:
-
下載次數:
2200
-
需要積分:
0
-
暫無(wú)上傳相關(guān)文件
-
資料簡(jiǎn)介
-
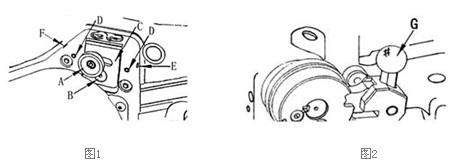
1設定調整板的位置
首先旋松螺釘A和螺釘B��,將調整板移動(dòng)至*位置后再擰緊螺釘B����,旋松定位螺釘D��,將調整螺釘E和螺釘F向外旋松(圖1�����、圖2)���。
在進(jìn)行下列調整前���,先換上一枚新機針�,將一張白紙放在壓腳下方�,放下壓腳���,往后扳停車(chē)手柄組件�����,轉動(dòng)手輪使機針在白紙上形成針跡�����。
2先切狀態(tài)下曲折縫幅度的調整
旋松螺釘A���,將其移動(dòng)到先切后縫(CB)位置并擰緊����。轉動(dòng)機器行走一個(gè)周期����,使針孔留在紙上�,量出曲折縫的寬度2a����,2a的標準值是3.2毫米(圖3)���。
調整方法:向前移動(dòng)螺釘A�����,曲折縫寬度變大��,向后移動(dòng)螺釘A�,曲折縫寬度變小��。調整完畢擰緊螺釘A�,并將螺釘E向里旋�����,使它輕微靠緊調整板C�����,同時(shí)擰緊定位螺釘D(圖3)�����。
3后切狀態(tài)下曲折縫幅度的調整
旋松螺釘A�,將其移動(dòng)到先縫后切(CA)位置并擰緊���。轉動(dòng)機器行走一個(gè)周期���,使針孔留在紙上���,量出曲折縫的寬度1a���,1a的標準值是2.4毫米(圖3)�。
調整方法:向前移動(dòng)螺釘A�,曲折縫寬度變大����,向后移動(dòng)螺釘A����,曲折縫寬度變小����。調整完畢擰緊螺釘A�����,并將螺釘F向里旋�����,使它輕微靠緊調整板C����,同時(shí)擰緊定位螺釘D���。
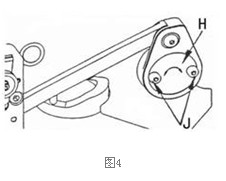
4先切狀態(tài)下刀槽寬度的調整
旋松螺釘A�����,將其移動(dòng)到先切后縫(CB)位置并擰緊��。轉動(dòng)機器行走一個(gè)周期�,使針孔留在紙上����,檢查2排曲折縫中間的刀槽空間2b�,此時(shí)2b應為0毫米(圖3)���。
調整方法:旋松調整板H上的螺釘J��,順時(shí)針?lè )较蜣D動(dòng)調整板可擴寬刀槽空間�����,逆時(shí)針?lè )较蜣D動(dòng)調整板可縮窄刀槽空間�,調整完畢擰緊螺釘J(圖4)��。
5后切狀態(tài)下的刀槽寬度的調整
旋松螺釘A�,將其移動(dòng)到先縫后切(CA)位置并擰緊��。轉動(dòng)機器行走一個(gè)周期����,使針孔留在紙上����,檢查2排曲折縫中間的刀槽空間1b����,1b的標準值是0.3毫米�。�����。
調整方法:可通過(guò)圖33中調整板C����,向上推可擴寬刀槽空間�,向下移可縮窄刀槽空間�,調整完畢擰緊螺釘J�����。
6重新調整先切狀態(tài)下的刀槽空間
旋松螺釘A���,將其移動(dòng)到先切后縫(CB)位置并擰緊���。按上述“4先切狀態(tài)下刀槽寬度的調整”來(lái)檢查��,如有需要重新調整�����。
7重新調整后切狀態(tài)下的刀槽空間
旋松螺釘A�,將其移動(dòng)到先縫后切(CA)位置并擰緊��。按上述“5后切狀態(tài)下的刀槽寬度的調整”重新調整���。
由于機器各部分是互相關(guān)聯(lián)的��,所以在“先切”或“后切”狀態(tài)下的調整����,是要重復多次調整才能達到預期目的�����。
(來(lái)源:中外縫制設備)
版權與免責聲明:
①凡本網(wǎng)注明"來(lái)源:紡織服裝機械網(wǎng)"的所有作品�,版權均屬于紡織服裝機械網(wǎng)�����,轉載請必須注明紡織服裝機械網(wǎng)����,�。違反者本網(wǎng)將追究相關(guān)法律責任���。
②企業(yè)發(fā)布的公司新聞�����、技術(shù)文章���、資料下載等內容���,如涉及侵權����、違規遭投訴的���,一律由發(fā)布企業(yè)自行承擔責任���,本網(wǎng)有權刪除內容并追溯責任��。
③本網(wǎng)轉載并注明自其它來(lái)源的作品����,目的在于傳遞更多信息��,并不代表本網(wǎng)贊同其觀(guān)點(diǎn)或證實(shí)其內容的真實(shí)性�����,不承擔此類(lèi)作品侵權行為的直接責任及連帶責任���。其他媒體����、網(wǎng)站或個(gè)人從本網(wǎng)轉載時(shí)�,必須保留本網(wǎng)注明的作品來(lái)源�,并自負版權等法律責任�����。
④如涉及作品內容�、版權等問(wèn)題����,請在作品發(fā)表之日起一周內與本網(wǎng)聯(lián)系���,否則視為放棄相關(guān)權利���。